МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
| МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
ГОСТ 31938-2012 |
АРМАТУРА КОМПОЗИТНАЯ ПОЛИМЕРНАЯ
ДЛЯ АРМИРОВАНИЯ БЕТОННЫХ
КОНСТРУКЦИЙ
Общие технические условия
(ISO 10406-1:2008, NEQ)
| Москва
Стандартинформ 2014 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации в строительстве установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона «НИИЖБ» им. А.А. Гвоздева, ОАО «НИЦ «Строительство», ООО «Бийский завод стеклопластиков» при участии ООО «ТБМ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (протокол от 18 декабря 2012 г. № 41)
За принятие проголосовали:
| Краткое наименование страны по MK (ИСО 3166) 004-97 | Код страны по MK (ИСО 3166) 004-97 | Сокращенное наименование органа государственного управления строительством |
| Азербайджан | AZ | Госстрой |
| Армения | AM | Министерство градостроительства |
| Беларусь | BY | Минстройархитектуры |
| Киргизия | KG | Госстрой |
| Молдова | MD | Госстрой |
| Россия | RU | Министерство регионального развития |
| Таджикистан | TJ | Агентство по строительству и архитектуре при Правительстве |
| Узбекистан | YZ | Госархитектстрой |
4 Настоящий стандарт разработан с учетом основных нормативных положений ISO 10406-1:2008 Fibre-reinforced polymer (FRP) reinforcement of concrete — Test methods — Part 1: FRP bars and grids (Армирование бетона пластиком, армированным волокном (FRP). Методы испытаний. Часть 1. Стержни и сетка из FRP) в части методов испытаний.
Перевод с английского языка (en).
Степень соответствия — неэквивалентная (NEQ)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2012 г. № 2004-ст межгосударственный стандарт ГОСТ 31938-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты» (по состоянию на 1 января текущего года), а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Классификация, основные параметры и размеры
5 Технические требования
6 Требования безопасности и охрана окружающей среды
7 Правила приемки
8 Методы контроля
9 Транспортирование и хранение
10 Гарантии изготовителя
Приложение А (справочное) Метод определения номинального диаметра
Приложение Б (справочное) Метод испытания на осевое растяжение
Приложение В (справочное) Метод испытания на сжатие
Приложение Г (справочное) Метод испытания на поперечный срез
Приложение Д (справочное) Определение предела прочности сцепления с бетоном
Приложение Е (справочное) Метод ускоренного определения устойчивости к щелочам
Приложение Ж (справочное) Метод определения предельной температуры эксплуатации
Приложение И (справочное) Форма паспорта
Библиография
ГОСТ 31938-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АРМАТУРА КОМПОЗИТНАЯ ПОЛИМЕРНАЯ
ДЛЯ АРМИРОВАНИЯ БЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Fibre-reinforced polymer bar for concrete reinforcement. General specifications
Дата введения — 2014—01—01
1 Область применения
Настоящий стандарт устанавливает общие технические условия и распространяется на композитную полимерную арматуру периодического профиля (АКП), предназначенную для армирования обычных и предварительно напряженных строительных конструкций и элементов, эксплуатирующихся в средах с различной степенью агрессивного воздействия, отвечающих требованиям огнестойкости по ГОСТ 30247 и пожарной безопасности по ГОСТ 30403.
Настоящий стандарт не распространяется на композитные полимерные стержни гладкого профиля и композитные полимерные гибкие связи.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8.207-76 Государственная система обеспечения единства измерений. Прямые измерения с многократными наблюдениями. Методы обработки результатов наблюдений. Основные положения
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4651-82 Пластмассы. Метод испытания на сжатие
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14359-69 Пластмассы. Методы механических испытаний. Общие требования
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17308-88 Шпагаты. Технические условия
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 30108-94 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 30247.0-94 Конструкции строительные. Методы испытания на огнестойкость. Общие технические требования
ГОСТ 30403-96 Конструкции строительные. Методы определения пожарной опасности
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 10884 и ГОСТ 12004, а также следующие термины с соответствующими определениями:
3.1 композит: Твердый продукт, состоящий из двух или более материалов, отличных друг от друга по форме и/или фазовому состоянию, и/или химическому составу, и/или свойствам, скрепленных, как правило, физической связью и имеющих границу раздела между обязательным материалом (матрицей) и ее наполнителями, включая армирующие наполнители.
Примечание — Матрица и наполнитель композита образуют единую структуру и действуют совместно, обеспечивая наилучшим образом необходимые свойства конечного изделия по его функциональному назначению.
3.2 матрица полимерного композита; матрица: Структура, состоящая из отвержденной термореактивной смолы, которая обеспечивает цельность полимерного композита, отвечает за передачу и распределение напряжений в армирующем наполнителе и определяет термостойкость, влагостойкость, огнестойкость и химическую стойкость полимерного композита.
3.3 термореактивная смола: Смола, которая при отверждении под действием температуры и/или в результате химической реакции необратимо превращается в твердый, неплавкий и нерастворимый материал с трехмерной сетчатой структурой.
Примечание — К термореактивным относятся ненасыщенные полиэфирные, эпоксидные, винилэфирные, фенольные и другие виды органических смол.
3.4 наполнитель термореактивной смолы; наполнитель: Материал, соединенный с термореактивной смолой до начала процесса отверждения для изменения или придания требуемых свойств смоле и/или матрице, или для снижения стоимости конечной продукции.
3.5 армирующий наполнитель: Материал или изделие, соединенный или соединенное с термореактивной смолой до начала процесса отверждения для улучшения физико-механических характеристик полимерного композита.
Примечания
1 Под «армирующим наполнителем» в настоящем стандарте понимается армирующий наполнитель, изготовленный из непрерывного волокна. Данный термин не является синонимом термина «наполнитель».
2 Для изготовления АКП используют непрерывные армирующие наполнители из стекловолокна, базальтоволокна, углеволокна и арамидного волокна.
3.6 волокно: Гибкое протяженное, непрерывное и прочное тело ограниченной длины с малыми поперечными размерами по отношению к длине, применяемое для изготовления волокнистых материалов, предназначенных для армирования полимерных композитов.
Примечания
1 К поперечным размерам относится толщина или диаметр волокна.
2 В зависимости от технологии производства различают непрерывное или штапельное волокно.
3.7 стеклянное волокно; стекловолокно: Волокно для армирования полимерных композитов, образованное из расплава неорганического стекла.
3.8 базальтовое волокно; базальтоволокно: Волокно для армирования полимерных композитов, образуемое из расплава базальта или габродиабаза.
3.9 углеродное волокно; углеволокно: Волокно для армирования полимерных композитов, образуемое путем пиролиза органических волокон прекурсоров и содержащее не менее 90 % массы углерода.
Примечания
1 К прекурсорам относятся, например, полиакрилонитрильные или гидратцеллюлозные волокна.
2 В зависимости от предела прочности и модуля упругости углеродные волокна подразделяются на волокна общего назначения, высокопрочные, среднемодульные, высокомодульные и сверхвысокомодульные.
3.10 арамидное волокно: Волокно для армирования полимерных композитов, образованное из линейных волокнообразующих полиамидов, в которых не менее 85 % амидных групп непосредственно связано с двумя ароматическими кольцами.
3.11 стеклокомпозит: Полимерный композит, содержащий непрерывный армирующий наполнитель из стекловолокна.
3.12 базальтокомпозит: Полимерный композит, содержащий непрерывный армирующий наполнитель из базальтоволокна.
3.13 углекомпозит: Полимерный композит, содержащий непрерывный армирующий наполнитель из углеволокна.
3.14 арамидокомпозит: Полимерный композит, содержащий непрерывный армирующий наполнитель из арамидного волокна.
3.15 комбинированный композит: Стеклокомпозит или базальтокомпозит, или углекомпозит, или арамидокомпозит, дополнительно наполненный непрерывным армирующим наполнителем из другого вида или видов волокна.
3.16 арматура композитная периодического профиля; арматура композитная полимерная; АКП: Силовой стержень с равномерно расположенным на поверхности и под углом к его продольной оси анкеровочным слоем, изготовленный из термореактивной смолы, непрерывного армирующего наполнителя и других наполнителей.
3.17 наружный диаметр арматуры композитной полимерной; наружный диаметр: Диаметр, позволяющий путем непосредственного измерения по вершинам периодических выступов на силовом стержне идентифицировать номинальный диаметр.
3.18 номинальный диаметр арматуры композитной полимерной; номинальный диаметр: Диаметр равновеликого по объему круглого гладкого стержня с учетом допускаемых отклонений, указываемый в обозначении арматуры, используемый в расчетах физико-механических характеристик и расчетах конструкций.
3.19 номинальная площадь поперечного сечения арматуры композитной полимерной; номинальная площадь поперечного сечения: Площадь поперечного сечения, эквивалентная площади поперечного сечения круглого гладкого стержня того же номинального диаметра.
3.20 предел прочности сцепления с бетоном: Сдвиговые напряжения на границе сцепления с бетоном, возникающие при вырыве арматуры из бетона в момент, предшествующий разрушению границы сцепления.
3.21 предел прочности при поперечном срезе: Сдвиговые напряжения, возникающие в арматуре при воздействии на нее поперечной перерезывающей силы.
3.22 предельная температура эксплуатации: Температура, при превышении которой происходит резкое снижение физико-механических характеристик арматуры вследствие размягчения матрицы полимерного композита.
3.23 силовой стержень: Сплошной несущий стержень арматуры, определяющий физико-механические характеристики.
3.24 анкеровочный слой: Поперечные выступы, образованные намоткой на силовой стержень слоя непрерывного волокна, предназначенного для повышения прочности сцепления арматуры с бетоном.
3.25 шаг периодического профиля: Расстояние между центрами двух последовательных поперечных выступов, измеренное параллельно продольной оси силового стержня.
4 Классификация, основные параметры и размеры
4.1 По типу непрерывного армирующего наполнителя АКП подразделяют на виды:
АСК — стеклокомпозитную;
АБК — базальтокомпозитную;
АУК — углекомпозитную;
ААК — арамидокомпозитную;
АКК — комбинированную композитную.
4.2 АКП выпускают номинальными диаметрами, приведенными в таблице 1.
Таблица 1
| Номинальный диаметр d, мм | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 |
Примечание — Допускается изготовлять АКП других номинальных диаметров при условии соответствия требованиям настоящего стандарта.
4.3 Значение наружного диаметра АКП должно быть не менее значения диаметра, указанной в документации изготовителя.
4.4 АКП может иметь различный периодический профиль, обеспечивающий требуемую прочность сцепления стержня с бетоном, в т.ч. после воздействия агрессивных сред.
4.5 В документах изготовителя на конкретные выпускаемые им типы АКП должны быть указаны следующие геометрические размеры периодического профиля с предельными отклонениями:
— номинальный диаметр;
— наружный диаметр;
— шаг периодического профиля;
— номинальная площадь поперечного сечения.
4.6 АКП изготовляют в виде стержней мерной длины от 0,5 до 12,0 м с шагом длины 0,5 м, допускается изготовление стержней большей длины.
4.7 Предельные отклонения по длине мерных стержней должны соответствовать значениям, приведенным в таблице 2.
Таблица 2
| Длина стержней, м | Предельные отклонения по длине, мм |
| До 6 включ. | +25 |
| Св. 6 » 12 » | +35 |
| » 12 | +50 |
4.8 АКП номинальным диаметром от 4 до 8 мм допускается поставлять в мотках или барабанах.
4.9 Минимальный диаметр мотка или барабана dб, мм, должен обеспечивать сохранность АКП во всех условиях ее транспортирования и хранения до применения и рассчитывается по формуле
![]() (1)
(1)
где d — номинальный диаметр, мм;
σв — предел прочности при растяжении, МПа;
Ef — модуль упругости при растяжении МПа.
4.10 Условное обозначение АКП должно включать в себя: условное обозначение вида изделия по типу армирующего волокна по 4.1, номинальный диаметр, значение предела прочности при растяжении, значение модуля упругости при растяжении и обозначение настоящего стандарта.
Примеры условного обозначения:
— арматуры стеклокомпозитной, диаметром 12 мм, пределом прочности при растяжении 1000 МПа, модулем упругости при растяжении 50 ГПа:
АСК—12—1000/50 — ГОСТ 00000—2012
— арматуры композитной комбинированной, содержащей одновременно непрерывные армирующие наполнители из стекловолокна и базальтоволокна (армирующий наполнитель из стекловолокна является основным, из базальтоволокна дополнительным), диаметром 10 мм, пределом прочности при растяжении 1300 МПа, модулем упругости при растяжении 90 ГПа:
АКК (СБ)-10—1300/90—ГОСТ 00000—2012
5 Технические требования
5.1 Основные показатели и характеристики
5.1.1 АКП должна изготовляться по технологической документации, утвержденной в установленном порядке, и соответствовать требованиям настоящего стандарта.
5.1.2 АКП должна изготовляться из термореактивной смолы и содержать обязательный непрерывный армирующий наполнитель в количестве не менее 75 % по массе.
5.1.3 По физико-механическим показателям АКП должна соответствовать требованиям, приведенным в таблице 3.
Таблица 3
| Наименование показателя | Норма |
| Предел прочности при растяжении σв, МПа, не менее | По требованиям таблицы 4 |
| Модуль упругости при растяжении Ef, ГПа, не менее | По требованиям таблицы 4 |
| Предел прочности при сжатии σвс, МПа, не менее | По требованиям таблицы 4 |
| Предел прочности при поперечном срезе τsh, МПа, не менее | По требованиям таблицы 4 |
| Предел прочности сцепления с бетоном τr, МПа, не менее | 12 |
| Снижение предела прочности при растяжении после выдержки в щелочной среде Δσв, %, не более | 25 |
| Предел прочности сцепления с бетоном после выдержки в щелочной среде τr, МПа, не менее | 10 |
| Предельная температура эксплуатации Tэ, °С, не менее | 60 |
5.1.4 Физико-механические характеристики АКП различных видов должны соответствовать требованиям, приведенным в таблице 4.
Таблица 4
| Наименование показателя | ACK | АБК | АУК | AAK | AKK |
| Предел прочности при растяжении σв, МПа, не менее | 800 | 800 | 1400 | 1400 | 1000 |
| Модуль упругости при растяжении Ef, ГПа, не менее | 50 | 50 | 130 | 70 | 100 |
| Предел прочности при сжатии σвс, МПа, не менее | 300 | 300 | 300 | 300 | 300 |
| Предел прочности при поперечном срезе τsh, МПа, не менее | 150 | 150 | 350 | 190 | 190 |
5.1.5 Предел прочности при растяжении и модуль упругости при растяжении АКП должны быть не менее значений, указанных в документах изготовителя. Если в документах изготовителя приведены более высокие значения предела прочности и модуля упругости, то следует руководствоваться требованиями документации изготовителя.
5.1.6 Климатическое исполнение АКП — УХЛ2 по ГОСТ 15150.
5.2 Требования к внешнему виду
5.2.1 Идентификационные признаки АКП, характеризующие торговую марку, геометрические показатели и параметры периодического профиля, должны быть указаны в документации изготовителя.
5.2.2 По показателям внешнего вида (дефектам) АКП должна соответствовать требованиям, приведенным в таблице 5.
Таблица 5
| Наименование дефекта | Норма ограничения |
| Сколы | Не допускаются |
| Расслаивание | Не допускаются |
| Раковины | Не допускаются |
| Задиры с порывом навивки | Не допускаются |
| Вмятины от механического воздействия с повреждением волокон | Не допускаются |
5.3 Требования к сырью и материалам
5.3.1 Материалы, применяемые для изготовления АКП, должны соответствовать требованиям нормативных документов и технической документации, иметь сопроводительную документацию, подтверждающую их соответствие требованиям данных нормативных документов и технической документации, включая протоколы испытаний.
5.4 Маркировка
5.4.1 Упаковка продукции должна иметь четкую, легко читаемую маркировку.
5.4.2 Маркировку осуществляют с помощью этикеток.
5.4.3 Маркировку наносят на этикетку печатным способом.
5.4.4 К каждой упаковке должна быть прикреплена этикетка. Способ и место крепления этикетки должны быть указаны в документах изготовителя.
5.4.5 Расположение этикетки должно обеспечивать однозначную визуальную идентификацию продукции без нарушения ее упаковки.
5.4.6 Маркировка должна сохраняться в течение всего срока годности при хранении, транспортировании и погрузочно-разгрузочных работах.
5.4.7 Маркировка АКП должна содержать следующие данные:
— наименование;
— наименование страны-изготовителя;
— наименование предприятия-изготовителя;
— юридический адрес предприятия-изготовителя;
— товарный знак (товарная марка) предприятия-изготовителя;
— основные потребительские свойства и/или характеристики;
— информацию о сертификации;
— номер партии и дату изготовления;
— состав (комплектность);
— условное обозначение;
— число изделий в упаковочной единице;
— общая длина в упаковочной единице;
— штамп контролера ОТК и подпись упаковщика;
— обозначение стандарта и/или технических условий, по которым изготовляется и идентифицируется;
— штриховой код;
— транспортная маркировка по ГОСТ 14192 с нанесением манипуляционного знака «Беречь от влаги».
Примечание — При маркировке АКП должны быть соблюдены нормы законодательства, действующего в каждом из государств — участников Соглашения и устанавливающего порядок маркирования продукции информацией на государственном языке.
5.5 Упаковка
5.5.1 Упаковка должна обеспечивать целостность АКП при погрузочно-разгрузочных операциях, транспортировании и хранении.
5.5.2 АКП одной партии мерной длины упаковывают в связки, по согласованию с потребителем допускается упаковывать в мотки или барабаны по 4.8.
5.5.3 АКП мерной длины должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 1 — 1,5 м, при этом расстояние крайних мест перевязки от торцов должно быть 10 — 20 см.
5.5.4 Мотки должны быть обвязаны двумя диаметрально расположенными обвязками, а связки мотков прочно скреплены двумя-тремя обвязками.
5.5.5 Обвязку осуществляют шпагатами по ГОСТ 17308 или лентами по ГОСТ 3560.
5.5.6 При ручной погрузке и разгрузке масса связки, мотка или барабана, а также масса неупакованных стержней АКП не должны превышать 80 кг.
5.5.7 При механизированной погрузке и разгрузке масса связки, мотка или барабана регламентируется видом и техническими характеристиками подъемных механизмов на предприятии-изготовителе и у потребителей. Ручную разгрузку оговаривают в заказе.
6 Требования безопасности и охрана окружающей среды
6.1 АКП при нормальных условиях эксплуатации, при транспортировании и хранении в соответствии с требованиями раздела 9 не должны выделять вредных и токсичных веществ в концентрациях, опасных для здоровья человека и оказывать вредного воздействия на окружающую среду.
6.2 АКП по гигиеническим требованиям [1] должны соответствовать таблице 6.
6.3 Производство АКП должно осуществляться в условиях, соответствующих [2] и [3].
6.4 Контроль за вредными производственными факторами в условиях производства и гигиеническими показателями готовой продукции должен проводиться согласно утвержденной на предприятии-изготовителе программе производственного контроля в соответствии с [4] и [5].
6.5 При применении АКП должны соблюдаться требования ГОСТ 17.2.3.02 по охране окружающей среды.
Таблица 6
| Наименование показателя | Значение показателя |
| Уровень запаха, не более | 2 балла |
| Концентрация летучих веществ в воздушной среде по [6], не более: | |
| — фенол | 0,003 мг/м3 |
| — формальдегид | 0,003 мг/м3 |
| — толуол | 0,600 мг/м3 |
| Эффективная удельная активность природных радионуклидов Аэфф, по [7], не более | 370 Бк/кг |
6.6 Утилизацию и ликвидацию отходов АКП осуществляют в соответствии с действующим законодательством в области охраны окружающей среды. Требования безопасности и мероприятия по охране окружающей среды должны быть указаны в документах предприятия-изготовителя.
6.7 В документах предприятия-изготовителя АКП должны быть указаны показатели пожаровзрывоопасности по ГОСТ 12.1.044, в соответствии с которыми назначаются условия транспортирования и хранения.
7 Правила приемки
7.1 АКП принимают партиями в соответствии с требованиями настоящего стандарта. В партию должна входить АКП одного состава и типоразмера, изготовленная из материалов одной марки, по одним нормативным документам, на одной технологической линии, при допускаемых технологических остановках не более 3 ч. Объем партии устанавливают в нормативных документах предприятия-изготовителя.
7.2 Каждая партия АКП должна сопровождаться паспортом (см. приложение И).
7.3 АКП должна быть принята по качеству службой технического контроля предприятия-изготовителя, при этом должны быть предусмотрены следующие виды производственного контроля по ГОСТ 16504:
— входной контроль — качество сырьевых материалов, из которых изготовляют АКП, их соответствие нормативным документам, по которым выпускают эти материалы, а также соответствие технологическому регламенту;
— операционный контроль — параметры работы оборудования и технологического процесса изготовления АКП и их соответствие технологическому регламенту;
— приемочный контроль — число и показатели качества АКП, предусмотренные требованиями настоящего стандарта.
7.4 Для проверки соответствия АКП требованиям настоящего стандарта должны быть предусмотрены следующие испытания по ГОСТ 16504:
— приемо-сдаточные;
— периодические;
— типовые.
7.5 Приемо-сдаточные испытания проводят для каждой партии.
7.6 Периодические испытания проводят спустя 6 мес после даты проведения последних периодических испытаний (в первый год изготовления) или спустя один год после даты проведения последних периодических испытаний (в последующие годы изготовления).
Для проведения периодических испытаний отбирают из партий АКП, соответствующую требованиям настоящего стандарта, по результатам производственного контроля и приемо-сдаточных испытаний.
7.7 Результаты периодических испытаний распространяют на все партии АКП, изготовленные за период между двумя очередными периодическими испытаниями.
7.8 Результаты приемо-сдаточных и периодических испытаний по определению показателей АКП должны быть отражены в паспорте.
7.9 Типовые испытания проводят:
— в случае изменения сырьевых материалов;
— в случае внесения изменений в нормативные документы на любой из сырьевых материалов;
— в случае изменения технологического процесса изготовления;
— по требованию потребителя и при сертификации.
7.10 Объем проверок при каждом виде испытаний приведен в таблице 7.
7.11 Квалификационные испытания проводят при изготовлении АКП на новом производстве или оборудовании по всем показателям таблицы 7 не менее чем на трех первых партиях.
7.12 При получении неудовлетворительных результатов испытаний по любому из показателей должны быть проведены повторные испытания по этим показателям с использованием удвоенного числа образцов. В случае повторного получения неудовлетворительного результата партию бракуют, производство АКП останавливают, проводят анализ причин, приведших к неудовлетворительным результатам, и разрабатывают план мероприятий по их устранению, изготовляют опытную партию, на которой проводят в полном объеме приемо-сдаточные и периодические испытания по тем показателям, по которым получен отрицательный результат. В случае удовлетворительных результатов испытаний опытной партии производство изделий возобновляют. При получении неудовлетворительных результатов испытаний опытной партии поиск причин брака продолжают до получения результатов испытаний, соответствующих требованиям настоящего стандарта.
7.13 Производитель АКП обязан гарантировать соответствие приведенным в 5.1.3 — 5.1.4 требованиям с доверительной вероятностью не ниже 95 % и ежегодное подтверждение выполнения этих требований по результатам анализа статистической обработки приемо-сдаточных и периодических испытаний, полученных за весь период изготовления.
Таблица 7
| Контролируемый показатель | Вид испытаний | Объем выборки из партии | ||
| приемосдаточные | периодические | типовые | ||
| Внешний вид | + | — | + | Не менее 10 % |
| Геометрические размеры: | Не менее 3 шт. при приемосдаточных, не менее 6 шт. при периодических и типовых | |||
| — наружный диаметр dн | + | — | + | |
| — номинальный диаметр d | + | — | + | |
| — длина l | + | — | + | |
| Предел прочности при растяжении σв | + | — | + | |
| Модуль упругости при растяжении Ef | + | — | + | Не менее 3 шт. при приемосдаточных, не менее 6 шт. при периодических и типовых |
| Предел прочности при сжатии σвс | — | + | + | |
| Предел прочности при поперечном срезе τsh | — | + | + | |
| Предел прочности сцепления с бетоном τr | — | + | + | |
| Снижение предела прочности при растяжении после выдержки в щелочной среде Δσв | — | + | + | |
| Предел прочности сцепления с бетоном после выдержки в щелочной среде τr | — | + | + | |
| Предельная температура эксплуатации Тэ | — | + | + | |
7.14 При оценке стабильности производства соответствие показателей АКП требуемым значениям устанавливают по результатам, полученным за период, не превышающий 6 мес. Критерии соответствия показателей АКП требуемым значениям при оценке стабильности производства приведены в таблице 8.
7.15 Соответствие АКП требуемым показателям устанавливают подсчетом числа результатов испытаний, полученных за период оценки, которые находятся за пределами требуемых значений, и сравнением этого числа с приемочным числом.
7.16 Соответствие АКП фактическому требуемому значению подтверждается, если число результатов испытаний, находящихся за пределами требуемых значений, не превышает приемочного числа.
Таблица 8
| Число испытаний | Приемочное число |
| 1 — 6 | 1 |
| 13 — 19 | 2 |
| 20 — 29 | 3 |
| 30 — 39 | 4 |
| 40 — 49 | 5 |
| 50 — 64 | 6 |
| 65 — 79 | 7 |
| 80 — 94 | 8 |
| 95 — 100 | 10 |
8 Методы контроля
8.1 Внешний вид и качество поверхности АКП проверяют на соответствие установленным требованиям или эталонному образцу визуально, без применения увеличительных приборов.
8.2 Наружный диаметр, высоту периодического профиля, шаг периодического профиля АКП проверяют штангенциркулем по ГОСТ 166, микрометром по ГОСТ 6507.
8.3 Длину АКП проверяют линейкой по ГОСТ 427, рулеткой по ГОСТ 7502 с номинальной длиной шкалы 10, 20 м третьего класса точности.
8.4 Номинальный диаметр определяют по ГОСТ 15139 с дополнениями (см. приложение А).
8.5 Механические свойства при осевом растяжении определяют по ГОСТ 12004 с изменениями и дополнениями (см. приложение Б).
8.6 Предел прочности при сжатии определяют по ГОСТ 4651 с изменениями и дополнениями (см. приложение В).
8.7 Предел прочности при поперечном срезе определяют по приложению Г.
8.8 Предел прочности сцепления с бетоном определяют по приложению Д.
8.9 Устойчивость к щелочной среде бетона определяют по приложению Е.
8.10 Предельную температуру эксплуатации определяют по приложению Ж.
8.11 Удельную эффективную активность естественных радионуклидов сырьевых материалов, используемых для производства АКП, определяют по ГОСТ 30108.
9 Транспортирование и хранение
9.1 АКП транспортируют в горизонтальном положении любым видом транспорта в соответствии с правилами перевозки грузов, действующими на транспорте конкретного вида, соблюдая условия хранения.
9.2 АКП следует хранить в горизонтальном положении на стеллажах, в неотапливаемых или в отапливаемых складах не ближе 1 м от отопительных приборов на высоте от пола не менее 100 мм.
9.3 При хранении, транспортировании и погрузочно-разгрузочных работах следует соблюдать меры, исключающие механические повреждения АКП, воздействие на них ультрафиолетового излучения и влажности.
10 Гарантии изготовителя
10.1 Предприятие-изготовитель гарантирует соответствие качества АКП требованиям настоящего стандарта при соблюдении потребителем условий и правил хранения, транспортирования и применения.
10.2 Гарантийный срок хранения АКП — 24 мес с даты изготовления.
10.3 По истечении гарантийного срока хранения АКП могут быть использованы по назначению только после их испытания на полное соответствие требованиям настоящего стандарта.
Приложение А
(справочное)
Метод определения номинального диаметра
А.1 Общие положения
Настоящий метод основан на определении (по результатам гидростатического взвешивания) объема отрезанного от контролируемого изделия на заданную длину образца и последующем расчете номинального диаметра.
А.2 Образцы
А.2.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
А.2.2 При отборе и подготовке образцов АКП для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
А.2.3 Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
А.2.4 В качестве образцов для испытаний используют мерные отрезки, длиной /, мм, которую определяют по формуле
l ≥ 10lпр, (А.1)
где lпр — длина шага периодического профиля, мм.
А.2.5 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.
А.3 Аппаратура и материалы
Для проведения испытаний применяют следующую аппаратуру и материалы:
— весы аналитические не ниже 2-го класса точности;
— емкость и оснастка (захваты) для гидростатического взвешивания к аналитическим весам;
— штангенциркуль по ГОСТ 166 с ценой деления не более 0,1 мм.
А.4 Проведение испытаний
А.4.1 Условия испытаний должны соответствовать подразделу 3.15 ГОСТ 15150.
А.4.2 Измеряют длину каждого образца три раза, поворачивая его на угол 120° после каждого измерения. Среднее значение трех измерений округляют до 0,1 мм. Длина образца должна быть измерена с погрешностью не более 0,1 мм.
А.4.3 В емкость для гидростатического взвешивания заливают дистиллированную воду, выдержанную при комнатной температуре в течение 2 ч.
А.4.4 Захват без образца погружают в емкость с водой, обнуляют или регистрируют показания весов.
А.4.5 На захвате крепят образец и фиксируют показание весов m1, затем образец погружают вместе с захватом в воду и фиксируют показание весов т2.
А.5 Обработка результатов испытаний
Номинальный диаметр d, мм, вычисляют по формуле
![]() (А.2)
(А.2)
где m1 — масса образца на воздухе, мг;
т2 — масса образца в воде, мг;
ρ — плотность воды, мг/мм3 (принимают ρ = 1);
l — длина образца, мм.
Значения оцениваемой характеристики и величин, используемых в промежуточных расчетах, должны быть определены с относительной погрешностью не более 0,01 (1 %).
Статистическую обработку результатов испытаний проводят в соответствии с требованиями ГОСТ 8.207.
А.6 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— наименование организации, проводившей испытание;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— значения измеряемых характеристик для каждого образца;
— значения определяемых характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения, стандартное отклонение определяемых характеристик и результаты статистической обработки полученных данных;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение Б
(справочное)
Метод испытания на осевое растяжение
Б.1 Общие положения
Настоящий метод устанавливает требования к испытанию на осевое растяжение АКП для определения следующих механических свойств:
— предел прочности;
— модуль упругости;
— относительное удлинение.
Метод устанавливает следующие требования к испытанию на осевое растяжение АКП:
— разрушение опытного образца должно происходить в пределах рабочего участка;
— за рабочий участок принята часть образца, которая находится между испытательными муфтами, предназначенными для зажима образцов захватами испытательной машины;
— влияние на процесс разрушения образца касательных и радиальных растягивающих напряжений, возникающих в переходной зоне от испытательной муфты к стержню, не учитывается.
Б.2 Образцы
Б.2.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
При отборе и подготовке образцов для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
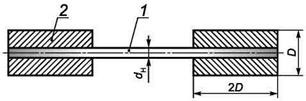
Б.2.2 Длину испытательных муфт следует принимать из условий, чтобы разрыв образца происходил в пределах длины рабочего участка без проскальзывания в испытательных муфтах.
Б.2.3 Длина образца для испытания определяется длиной рабочего участка и длиной двух испытательных муфт.
Рекомендуемая конструкция и размеры испытательной муфты для проведения испытаний в соответствии с рисунком Б.1, таблицей Б.1.
Длину рабочего участка следует принимать не менее 40d стержня.
Б.2.4 Допускается использование более коротких образцов при условии, что разрушение происходит в пределах длины рабочего участка без проскальзывания в испытательной муфте.
Б.2.5 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.

Рисунок Б.1 — Вид типового опытного образца
Таблица Б.1 — Размеры опытных образцов и испытательных муфт, мм
| АКП Номинальный диаметр | Испытательная муфта | ||
| Внешний диаметр | Минимальная длина | Толщина стенки | |
| От 4 до 10 | 35 | 300 | От 3 до 5 |
| » 12 » 16 | 42 | 350 | |
| » 18 » 22 | 48 | 450 | |
| » 22 » 30 | 60 | 500 | |
Б.3 Аппаратура и материалы
Б.3.1 Испытательная машина по ГОСТ 28840 должна обеспечивать:
— нагрузку, превышающую прочность образца при испытаниях на контролируемый показатель;
— измерение нагрузки и расстояния между траверсами с погрешностью не более 0,5 %;
— скорость перемещения активной траверсы в диапазоне от 5 до 100 мм/мин.
Б.3.2 Система регистрации данных должна обеспечивать непрерывную регистрацию нагрузки, деформации и перемещений. Минимальное регистрируемое значение должно быть:
— для нагрузки……………………..100 Н;
— для деформаций…………………..0,01 мм;
— для перемещений…………………..0,001 мм.
Б.3.3 В качестве тензометров применяют экстензометры или линейные датчики перемещений, которые должны записывать удлинение образца во время испытаний с точностью не менее 0,002 % длины отрезка между датчиками.
Б.4 Проведение испытаний
Б.4.1 Условия испытаний должны соответствовать подразделу 3.15 ГОСТ 15150.
Б.4.2 При установке образца на испытательную машину следует контролировать точность совпадения продольной оси образца с линией соединения двух испытательных муфт.
Б.4.3 Экстензометр или линейные датчики перемещений следует устанавливать посредине рабочего участка на расстоянии от испытательных муфт не менее 8d стержня, при этом длина базы для измерения предельной деформации должно быть не менее 8d стержня.
Б.4.4 Предполагаемую максимальную нагрузку Р, Н, определяют по результатам пробного испытания опытного образца.
Б.4.5 Систему регистрации данных следует включать за несколько секунд до начала нагружения. В ходе испытаний скорость нагружения должна быть постоянной и обеспечивающей разрушение образца за время от 3 до 10 мин.
Б.4.6 Деформации следует регистрировать до уровня нагрузок, составляющих не менее 50 % предела прочности при растяжении.
Если разрушение образца произойдет в испытательной муфте или образец выскальзывает из нее, то следует провести дополнительное испытание образца из той же партии.
Диаграмма «нагрузка — деформация» должна быть построена на основании измерений нагрузки и деформаций, регистрируемых экстензометром.
Б.5 Обработка результатов испытаний
Б.5.1 Предел прочности σв, МПа, определяют по формуле
![]() (Б.1)
(Б.1)
где Р — разрушающая нагрузка, Н;
А — площадь поперечного сечения стержня А = πd2/4, мм2.
Б.5.2 Значение начального модуля упругости Ef, МПа, рассчитывают как отношение приращений нагрузок при растяжении в интервале от 0,2Р до 0,5Р и деформаций по формуле
![]() (Б.2)
(Б.2)
где Р1 — нагрузка, составляющая (50 ± 2) % разрушающей нагрузки, Н;
Р2 — нагрузка, составляющая (20 ± 2) % разрушающей нагрузки, Н;
ε1 — деформация, соответствующая нагрузке Р1;
ε2 — деформация, соответствующая нагрузке Р2.
Б.5.3 Относительное удлинение при разрушающей нагрузке εв, мм/мм, рассчитывают по формуле
![]() (Б.3)
(Б.3)
Значения оцениваемой характеристики и величин определяют с точностью до 0,001.
Статистическую обработку результатов испытаний проводят в соответствии с требованиями ГОСТ 8.207.
Б.6 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— наименование организации, проводившей испытание;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— геометрические характеристики каждого образца;
— значения измеряемых характеристик для каждого образца;
— значения определяемых характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения определяемых характеристик и результаты статистической обработки полученных результатов;
— диаграмму «нагрузка — деформация» каждого образца;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение В
(справочное)
Метод испытания на сжатие
B.1 Общие положения
Настоящий метод устанавливает требования к испытанию на сжатие АКП для определения предела прочности.
Метод основан на разрушении образца приложением осевой сжимающей нагрузки.
Метод учитывает основные положения ГОСТ 4651 с изменениями и дополнениями:
— разрушение опытного образца должно происходить в пределах рабочего участка;
— за рабочий участок принята часть образца, которая находится между испытательными муфтами;
— влияние на процесс разрушения образца касательных и радиальных растягивающих напряжений, возникающих в переходной зоне от испытательной муфты к стержню, не учитывается.
B.2 Образцы
B.2.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
При отборе и подготовке образцов для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
B.2.2 Образец для испытаний (см. рисунок В.1) состоит из отрезка стержня, на концах которого на клеевом слое установлены испытательные муфты.
1 — отрезок стержня; 2 — испытательная муфта
Рисунок В.1 — Схема образца для испытаний
B.2.3 Общая длина образца определяется конструкцией втулок.
B.2.4 Длина рабочего участка стержня, расположенного между втулками, должна быть 6d.
B.2.5 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.
В.3 Аппаратура и материалы
B.3.1 Испытательная машина по ГОСТ 28840 должна обеспечивать:
— нагрузку, превышающую прочность образца при испытаниях на контролируемый показатель;
— измерение нагрузки и расстояния между траверсами с погрешностью не более 0,5 %;
— скорость перемещения активной траверсы в диапазоне от 5 до 100 мм/мин.
B.3.2 Приспособление для испытания образцов на сжатие (см. рисунок В.2) состоит из направляющей втулки, обеспечивающей возможность приложения нагрузки строго вдоль оси стержня, и двух испытательных муфт, установленных на концах и обеспечивающих разрушение образца на рабочем участке.
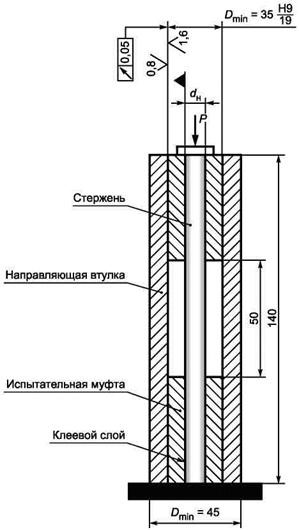
Рисунок В.2 — Приспособление для испытания образцов на сжатие
B.4 Проведение испытаний
B.4.1 Условия испытаний должны соответствовать подразделу 3.15 ГОСТ 15150.
B.4.2 Образец устанавливают в испытательную машину.
B.4.3 Включают измерительный комплекс и привод испытательной машины в режим испытания. Рекомендуемое значение скорости от 5 до 15 мм/мин. Нагрузка должна прилагаться постепенно, не подвергая образец ударам.
B.4.4 Нагружение следует продолжать до разрушения образца. Если разрушение образца произойдет вне рабочей зоны, то следует провести дополнительное испытание образца из той же партии.
B.4.5 Разрушающую нагрузку определяют с точностью до 0,001.
B.5 Обработка результатов испытаний
Предел прочности σвс, МПа, рассчитывают по формуле
![]() (В.1)
(В.1)
где Р — разрушающая нагрузка, Н;
d — номинальный диаметр, мм.
Значения оцениваемой характеристики и величин определяют с точностью до 0,001.
Статистическую обработку результатов испытаний проводят в соответствии с требованиями ГОСТ 8.207.
В.6 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— наименование организации, проводившей испытание;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— геометрические характеристики каждого образца;
— результаты испытаний;
— значения измеряемых характеристик для каждого испытанного образца;
— значения определяемых характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения определяемых характеристик и результаты статистической обработки полученных данных;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение Г
(справочное)
Метод испытания на поперечный срез
Г.1 Общие положения
Настоящий метод устанавливает требования к испытанию АКП по определению предельного напряжения при срезе стержня поперек волокон.
Метод основан на нагружении образца перерезывающей силой посредством прямого приложения двойного среза.
Г.2 Образцы
Г.2.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
При отборе и подготовке образцов для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
Г.2.2 Образец для испытаний представляет собой стержень, длина которого определяется конструкцией приспособления для испытания, но не менее 250 мм независимо от диаметра.
Г.2.3 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.
Г.3 Аппаратура и материалы
Г.3.1 Испытательная машина по ГОСТ 28840 должна обеспечивать:
— нагрузку, превышающую прочность образца при испытаниях на контролируемый показатель;
— измерение нагрузки и расстояния между траверсами с погрешностью не более 0,5 %;
— скорость перемещения активной траверсы в диапазоне от 5 до 100 мм/мин.
Г.3.2 Приспособление для испытаний должно состоять из держателя опытного образца с продольной V-образной выемкой (см. рисунок Г.1), прямоугольной выемки для фиксации верхнего и нижних ножей с U-образными выемками или проходными отверстиями (см. рисунок Г.2) для установки образцов, калиброванными под их диаметр.
Г.3.3 Сумма двух промежутков между одним верхним и двумя нижними ножами должна быть не менее 0,25 мм.
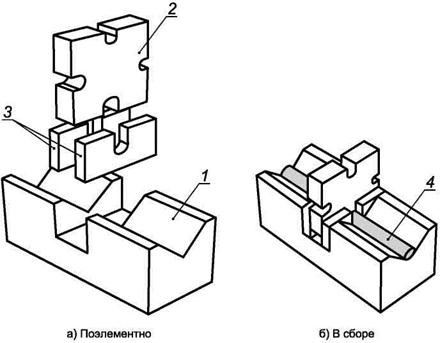
1 — держатель; 2 — верхний нож; 3 — нижние ножи; 4 – опытный образец
Рисунок Г.1 – Приспособление для испытания образцов на поперечный срез
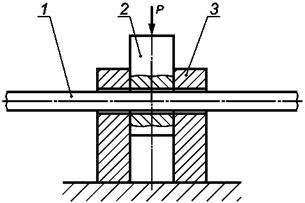
1 — опытный образец; 2 — верхний нож; 3 — нижние ножи
Рисунок Г.2 — Схема приспособления с проходными отверстиями
Г.4 Проведение испытаний
Г.4.1 Условия испытаний должны соответствовать подразделу 3.15 ГОСТ 15150.
Г.4.2 Образец вставляют в центре приспособления для испытаний и устанавливают на испытательной машине.
Г.4.3 Поверхность верхнего ножа должна соприкасаться с нагружающим устройством испытательной машины, зазор не допускается.
Г.4.4 Включают измерительный комплекс и привод испытательной машины в режим испытания. Скорость увеличения касательных напряжений должна составлять от 5 до 15 мм/мин. Нагрузка должна прилагаться постепенно, не подвергая образец ударам.
Г.4.5 Образец должен срезаться кромками ножей одновременно в двух плоскостях, сближаясь вдоль граней, перпендикулярных к его оси.
Г.4.6 Для уменьшения трения граней ножей их поверхность разрешается шлифовать, полировать или покрывать тонким слоем смазки.
Г.4.7 Нагружение следует продолжать до разрушения образца.
Г.4.8 Разрушающую нагрузку определяют с точностью до 0,001.
Г.4.9 В процессе испытаний с помощью электронного датчика перемещений плит гидравлического пресса измеряют вертикальные перемещения стержня с точностью 0,01 мм.
Г.5 Обработка результатов
Предельное напряжение при поперечном срезе τsh, МПа, рассчитывают по формуле
![]() (Г.1)
(Г.1)
где Р — разрушающая нагрузка, Н;
А — площадь поперечного сечения образца, А = πd2/4, мм2.
Статистическую обработку результатов испытаний проводят в соответствии с требованиями ГОСТ 8.207.
Г.6 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— наименование организации, проводившей испытание;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— геометрические характеристики каждого образца;
— результаты испытаний;
— значения измеряемых характеристик для каждого испытанного образца;
— значения определяемых характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения определяемых характеристик и результаты статистической обработки полученных данных;
— вид и характер разрушения каждого образца;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение Д
(справочное)
Определение предела прочности сцепления с бетоном
Д.1 Общие положения
Настоящий метод устанавливает требования к испытаниям по определению прочности сцепления АКП с бетоном осевым выдергиванием из куба или испытанием балки на изгиб.
Метод основан на определении значений сдвиговых напряжений по границе сцепления АКП с бетоном, реализующихся при максимальной нагрузке, полученной при растяжении образца до разрушения, независимо от того, где образец разрушился (по стержню или по границе сцепления стержня с бетоном).
Д.2 Образцы
Д.2.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
При отборе и подготовке образцов для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
Д.2.2 Образцы для испытаний осевым выдергиванием из куба состоят из бетонных кубов, по центру которых вертикально устанавливают стержень АКП с испытательной муфтой перпендикулярно или параллельно направлению укладки бетона (см. рисунок Д.1). Размеры бетонных кубов в зависимости от диаметра АКП указаны в таблице Д.1.
Общая длина образца для испытания определяется:
— условиями заделки в бетон;
— условиями установки образца в испытательную машину;
— конструкцией испытательной муфты.
Таблица Д.1 — Размеры образцов для испытаний, мм
| Номинальный диаметр АКП | Размер ребра бетонного куба | Длина сцепления АКП с бетоном |
| ≤ 10 | 100 | 5d |
| От 12 до 18 | 150 | |
| » 20 » 30 | 200 |
Д.2.3 Вне зоны сцепления заделанный в бетон стержень должен быть защищен поливинилхлоридным вкладышем или трубкой.
Д.2.4 Поверхность образца с вертикально заделанным стержнем следует закрыть стальной квадратной плитой с длиной стороны не менее 200 мм и толщиной 20 мм, которая используется как несущая поверхность при испытаниях и исключает силовое воздействие на бетонный куб. В центре плиты должно быть отверстие для стержня необходимого диаметра.
Д.2.5 Образцы для испытаний балки на изгиб (см. рисунок Д.2) состоят из двух половинок, соединенных между собой в растянутой зоне испытуемым стержнем АКП, а в сжатой зоне шарниром в виде двух закладных деталей и стальным цилиндром между ними. АКП на середине каждой из половинок имеет зону сцепления с бетоном, равную 10d, а вне зоны сцепления — расположенную в поливинилхлоридной трубке.
Образцы для испытаний должны иметь прямоугольное поперечное сечение 120×220 мм, длину 1230 мм, длину половинок 600 мм, зазор между половинками балки 30 мм. Расстояние от оси испытуемого стержня до оси стального цилиндра в сжатой зоне должно быть 167 мм.
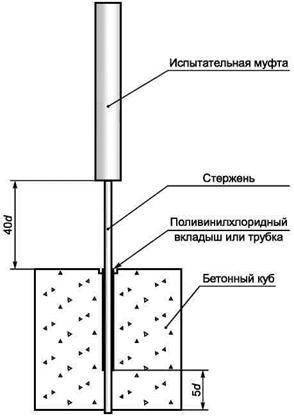
Рисунок Д.1 — Схема установки АКП в бетон куба
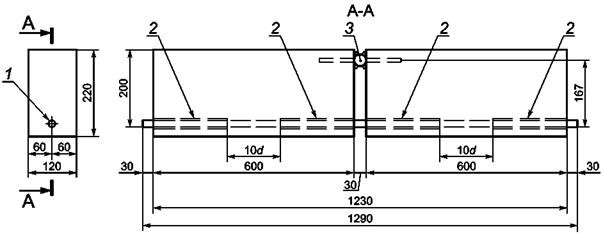
1 — стержень; 2 — поливинилхлоридный вкладыш или трубка; 3 — стальной цилиндр
Рисунок Д.2 — Схема установки АКП в бетон при испытаниях балки на изгиб
Д.2.6 Рекомендуется следующий метод укладки бетона в форму:
— бетонную смесь укладывают четырьмя слоями примерно одинаковой толщины и штыкуют каждый слой 25 раз металлическим стержнем диаметром 16 мм;
— после уплотнения верхнего слоя заглаживают поверхность и защищают от испарения влаги, в т.ч. и в зоне примыкания вертикально установленного стержня с бетоном.
Д.2.7 К бетону предъявляют следующие требования:
— размер заполнителя 20 — 25 мм;
— марка подвижности бетонной смеси П3;
— класс бетона по прочности на сжатие В25.
Д.2.8 Прочность бетона на сжатие определяют по кубам с размером ребра 100 мм числом не менее 3 шт. Распалубку образцов проводят не ранее 24 ч после изготовления. Образцы хранят в нормальных условиях. Возраст образцов при испытаниях — 28 сут.
Д.2.9 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.
Д.3 Аппаратура и материалы
Д.3.1 Испытательная машина по ГОСТ 28840 должна обеспечивать:
— нагрузку, превышающую прочность образца при испытаниях на контролируемый показатель;
— измерение нагрузки и расстояния между траверсами с погрешностью не более 0,5 %;
— скорость перемещения активной траверсы в диапазоне от 5 до 100 мм/мин.
Д.3.2 Для измерения проскальзывания АКП в бетоне используют тензометры, линейные датчики перемещений, аналоговые или цифровые индикаторы с точностью показаний до 0,01 мм (измерители проскальзывания).
Д.3.3 Для изготовления образцов для испытаний требуются:
— металлические формы для изготовления бетонных кубов и балок с отверстиями для установки стержня АКП необходимого диаметра, которые должны быть водонепроницаемыми и легко демонтироваться без повреждений стержней;
— испытательные муфты в соответствии с таблицей Б.1 приложения Б.
Д.4 Проведение испытаний
Д.4.1 Условия испытаний должны соответствовать подразделу 3.15 ГОСТ 15150.
Д.4.2 Образец для испытаний осевым выдергиванием из куба устанавливают так, чтобы опорная плита бетонного куба, из которой выступает свободный конец стержня, соприкасалась через мягкую прокладку с подвижной траверсой испытательной машины (см. рисунок Д.3).
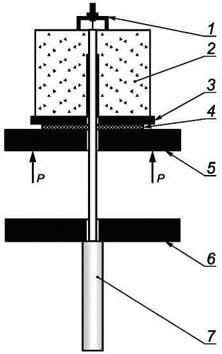
1 — измеритель проскальзывания на свободном конце стержня; 2 — образец; 3 — опорная плита;
4 — мягкая прокладка; 5 — подвижная траверса испытательной машины;
6 — неподвижная траверса испытательной машины; 7 — испытательная муфта
Рисунок Д.3 — Схема испытания образца при осевом выдергивании из куба
Д.4.3 Несущий блок должен находиться на опоре, которая передает реакцию на силоизмерительное устройство испытательной машины.
Д.4.4 Выступающий стержень должен проходить через узел несущего блока и опорную пластину, а испытательная муфта должна быть установлена через неподвижную траверсу или в зажимах испытательной машины.
Д.4.5 На свободном конце стержня устанавливают измеритель проскальзывания.
Д.4.6 Расстояние между верхней поверхностью неподвижной траверсы или зажимов испытательной машины до поверхности, где установлен измеритель проскальзывания, измеряют с точностью до ±0,01 мм.
Д.4.7 Если стержень разрушился или проскользнул в испытательной муфте раньше, чем произошло его проскальзывание в бетоне, или вследствие растрескивания бетона значительно снизилась прилагаемая нагрузка, то данные измерений не принимают, а испытания повторяют на дополнительном образце из той же партии.
Д.4.8 Если в результате испытаний произошло раскалывание бетона, то требуется увеличить размер ребра бетонных кубов или использовать для испытаний балки.
Д.4.9 Испытания балки на изгиб проводят по схеме испытания, приведенной на рисунке Д.4. На торцах балки, на конце стержня устанавливают измеритель проскальзывания.
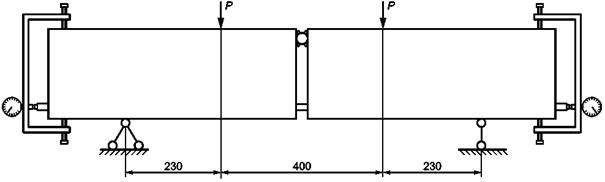
Рисунок Д.4 — Схема испытания образца изгибом балки
Д.4.10 Регистрацию прилагаемой нагрузки, показания измерителя проскальзывания проводят с равным шагом, который составляет 10 % предполагаемой нагрузки проскальзывания стержня на значение 0,25 мм. На каждом шаге нагрузки образцы для испытаний выдерживают 15 с и в это время снимают показания измерителей проскальзывания. Затем образец нагружают до разрыва стержня или разрушения бетона, или проскальзывания стержня на 2,5 мм, регистрируют нагрузку и значение проскальзывания с точностью ±0,01 мм.
Д.4.11 Нагружение образца проводят со скоростью не более 20 кН/мин.
Д.5 Обработка результатов испытаний
Д.5.1 Строятся диаграммы «напряжение сцепления — проскальзывание» для каждого образца.
Д.5.2 Определяют средние напряжения сцепления, вызывающие проскальзывание свободного конца стержня 0,05; 0,10 и 0,25 мм и максимальное напряжения сцепления.
Д.5.3 Напряжение сцепления с бетоном τr, МПа, для испытаний осевым выдергиванием из куба вычисляют по формуле
![]() (Д.1)
(Д.1)
где Р — прилагаемая нагрузка, Н;
с — номинальная длина окружности стержня, с = πd, мм;
Lfb — длина заделки стержня в бетон, мм.
Д.5.4 На каждом шаге прилагаемой нагрузки значение проскальзывания на свободном конце стержня вычисляют как разность показания измерителя проскальзывания и упругого удлинения стержня.
Д.5.5 Упругое удлинение S, мм, определяют по формуле
![]() (Д.2)
(Д.2)
где Р — нагрузка, Н;
L — длина от верхней поверхности неподвижной траверсы или зажимов испытательной машины до места установки измерителя проскальзывания на свободном конце стержня, мм;
Ef — модуль упругости, МПа;
А — площадь поперечного сечения, А = πd2/4, мм2.
Д.5.6 Напряжение сцепления с бетоном τr, МПа, для испытаний балки на изгиб вычисляют по формуле
![]() (Д.3)
(Д.3)
Д.5.7 Осевое усилие в стержне Nх, Н, в середине балки вычисляют по формуле
![]() (Д.4)
(Д.4)
где М — общий момент в сечении, который разделяет балку на половинки, Н ∙ мм;
z — плечо внутренней пары в сечении, разделяющее балку на две половины, равное расстоянию от оси стержня до оси стального цилиндра в сжатой зоне, мм.
Д.6 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— наименование организации, проводившей испытание;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— геометрические характеристики каждого образца;
— сведения о бетоне: состав и подвижность бетонной смеси, прочность на сжатие образцов бетона в возрасте 28 сут;
— сведения о стержнях, приведенные в акте отбора образцов на испытания: предел прочности при растяжении и модуль упругости, размеры опытных образцов, длину стержня, связанного с бетоном;
— значения измеряемых характеристик для каждого опытного образца;
— значения характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения характеристик и результаты статистической обработки полученных данных;
— вид разрушения, диаграмма «напряжение сцепления — проскальзывание» для каждого образца;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение Е
(справочное)
Метод ускоренного определения устойчивости к щелочам
Е.1 Общие положения
Настоящий метод испытаний определяет требования к оценке щелочестойкости АКП погружением их в водный раствор щелочи посредством внешнего воздействия щелочной среды на стержни с последующим испытанием на растяжение и определением предела прочности сцепления с бетоном.
Е.2 Сущность метода
Метод предусматривает испытания по двум схемам:
— схема А — система, при которой образцы погружаются в щелочной раствор с последующим растяжением до полного разрушения. Контролируемые параметры — уровень рН, температура щелочного раствора, время выдержки;
— схема Б — система, при которой образцы, один конец которых снабжен испытательной муфтой для крепления его в испытательной машине, а другой, находившийся в щелочном растворе, соединен с бетоном, с последующим выдергиванием из бетона.
Контролируемые параметры — уровень рН, температура щелочного раствора, время выдержки.
Е.3 Образцы
Е.3.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
При отборе и подготовке образцов для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
Е.3.2 Общая длина образцов по схеме А в соответствии с Б.2.3 приложения Б.
Е.3.3 Образцы для испытаний по схеме Б в соответствии с Д.2.2 приложения Д.
Е.3.4 Бетонную смесь укладывают в соответствии с Д.2.6 приложения Д.
Е.3.5 Требования к бетону в соответствии с Д.2.7, Д.2.8 приложения Д.
Е.3.6 Торцевые поверхности образцов по схеме А и Б необходимо покрыть тонким слоем эпоксидной смолы, чтобы избежать проникания щелочного раствора в массив стержня.
Е.3.7 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.
Е.4 Аппаратура и материалы
Е.4.1 Испытательная машина по ГОСТ 28840 должна обеспечивать:
— нагрузку, превышающую прочность образца при испытаниях на контролируемый показатель;
— измерение нагрузки и расстояния между траверсами с погрешностью не более 0,5 %;
— скорость перемещения активной траверсы в диапазоне от 5 до 100 мм/мин.
Е.4.2 Щелочной раствор должен моделировать жидкую фазу бетона и иметь состав: 8,0 г NaOH и 22,4 г КОН на 1 л дистиллированной воды.
Е.4.3 Значение рН щелочного раствора должно находиться в пределах от 12,6 до 13. До и во время испытаний щелочной раствор следует держать в закрытой емкости, чтобы исключить взаимодействие с CO2 воздуха и испарение.
Е.4.4 Испытательные муфты в соответствии с таблицей Б.1 приложения Б.
Е.5 Проведение испытаний
Е.5.1 Испытания образцов по схеме А проводят в такой последовательности:
— перед погружением в щелочной раствор образец следует высушить до постоянной массы т0 при температуре (100 ± 2) °С;
— образцы помещают в щелочной раствор с постоянной температурой (60 ± 3) °С на 30 сут, при этом допускается выдерживать в щелочном растворе не весь образец, а рабочий участок между испытательными муфтами;
— после выдержки образец вынимают из щелочного раствора, промывают в дистиллированной воде, высушивают при температуре (100 ± 2) °С не менее 4 ч, а затем взвешивают (m1);
— на стержни устанавливают испытательные муфты и испытывают на растяжение до полного разрушения в соответствии с приложением Б.
Е.5.2 Испытания образцов по схеме Б проводят в такой последовательности:
— образцы погружают в щелочной раствор с постоянной температурой (60 ± 3) °С на 30 сут, при этом допускается выдерживать в щелочном растворе не весь образец, а часть образца, сцепляемую с бетоном;
— после выдержки образец вынимают из щелочного раствора;
— на один конец образца устанавливают испытательную муфту, предназначенную для крепления его с испытательной машиной, второй конец образца (выдержанный в щелочном растворе) устанавливают в бетон в соответствии с Д.2.3, Д.2.4 приложения Д;
— после 28 сут твердения бетона образец устанавливают в испытательную машину по схеме, показанной на рисунке Д.3;
— проводят испытания по Д.4.2, Д.4.3, Д.4.4, Д.4.6, Д.4.8, Д.4.10 приложения Д и определяют предел прочности сцепления с бетоном.
Е.5.3 Величину рН щелочного раствора по вариантам А и Б измеряют до испытания и после.
Е.5.4 Внешний вид образца (цвет, изменение поверхности и геометрических размеров) контролируют до и после выдержки в щелочном растворе в соответствии с 8.1 и 8.8.
Е.5.5 При испытаниях на растяжение нагружение образца проводят со скоростью от 5 до 15 мм/мин.
Е.5.6 При испытаниях выдергиванием из куба нагружение образца проводят со скоростью не более 20 Н/мин или 1 мм/мин.
Е.5.7 Свойства материалов стержней оценивают только тогда, когда образцы разрушаются на рабочем участке. В тех случаях, когда разрушение или проскальзывание происходит в зоне испытательной муфты, данные не принимают и проводят дополнительные испытания на образцах той же серии.
Е.6 Обработка результатов
Е.6.1 Изменение массы стержня Δm, %, рассчитывают по формуле
![]() (E.1)
(E.1)
где m1 — масса образца после выдержки в щелочном растворе, г;
т0 — масса образца в исходном состоянии, г.
Е.6.2 Предел прочности при растяжении рассчитывают по формуле (Б.1).
Е.6.3 Изменение предела прочности при растяжении, Δσв, % рассчитывают по формуле
![]() (E.2)
(E.2)
где σв1 — предел прочности после выдержки, МПа;
σв — предел прочности в исходном состоянии, МПа.
Е.6.4 Предел прочности сцепления стержня с бетоном рассчитывают по формуле (Д.3) приложения Д.
Е.6.5 Изменение предела прочности сцепления с бетоном, Δτr, % рассчитывают по формуле
![]() (Е.3)
(Е.3)
где τr1 — предел прочности сцепления после выдержки, МПа;
τr — предел прочности сцепления в исходном состоянии, МПа.
Статистическую обработку результатов испытаний проводят в соответствии с требованиями ГОСТ 8.207.
Е.7 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— наименование организации, проводившей испытание;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— геометрические характеристики каждого образца;
— сведения об условиях, при которых проведены испытания (состав щелочного раствора, значение рН, температура, срок выдержки);
— значения измеряемых характеристик для каждого образца (изменения массы, предел прочности при растяжении, модуль упругости);
— значения определяемых характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения определяемых характеристик и результаты статистической обработки полученных данных;
— диаграммы «нагрузка — деформация» образцов;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение Ж
(справочное)
Метод определения предельной температуры эксплуатации
Ж.1 Общие положения
Настоящий метод устанавливает порядок определения температуры начала размягчения АКП по результатам термомеханических испытаний.
Ж.2 Сущность метода
Метод основан на анализе термомеханической диаграммы, полученной при испытании образца на поперечный трехточечный изгиб до заданного значения прогиба и нагреве изогнутого образца в нагревательной камере, регистрации изменения нагрузки по мере роста температуры.
По мере роста температуры сопротивление образца изгибу снижается. Это происходит вследствие того, что снижается сопротивление полимерной матрицы композита сдвиговым напряжениям, существующим в коротком изогнутом образце. Скорость снижения сопротивления образца изгибу имеет максимальное значение в тот период времени, когда нагреваемая полимерная матрица в образце начинает переходить из стеклообразного состояния в эластичное, то есть размягчаться.
При последующем дифференциально-термическом анализе полученной во время испытания диаграммы, описывающей зависимость сопротивления образца изгибу от температуры, определяют температуру, при которой начался процесс размягчения матрицы.
Ж.3 Образцы
Ж.3.1 Образцы для испытаний отбирают методом случайного отбора от контролируемой партии АКП и обязательно сопровождают актом отбора образцов, в котором указывают:
— наименование предприятия-изготовителя;
— условное обозначение;
— тип волокна и связующего вещества;
— дату изготовления;
— номер партии;
— число и размеры образцов;
— показатели, для контроля которых отобраны образцы;
— подпись лица, ответственного за отбор.
При отборе и подготовке образцов для испытаний следует избегать деформирования и нагревания, воздействия ультрафиолетового света и других воздействий окружающей среды, которые могут привести к изменениям свойств материала.
Число образцов, отобранных для испытаний, должно соответствовать требованиям таблицы 7.
Ж.3.2 Длина образцов для испытаний должна быть 12d. Длина рабочего участка этих образцов должна находиться в пределах 9d ± 2 мм.
Ж.3.3 Опытные образцы перед испытанием выдерживают в соответствии с требованиями ГОСТ 12423.
Ж.4 Аппаратура и материалы
Ж.4.1 Испытательная машина по ГОСТ 28840 должна обеспечивать:
— нагрузку, превышающую прочность образца при испытаниях на контролируемый показатель;
— измерение нагрузки и расстояния между траверсами с погрешностью не более 0,5 %;
— скорость перемещения активной траверсы в диапазоне от 5 до 100 м/мин.
Ж.4.2 Для испытания образцов должно применяться устройство, схема которого приведена на рисунке Ж.1.
Ж.4.3 Устройство состоит из:
— смонтированной на станине нагревательной камеры, обеспечивающей возможность нагрева образца до температуры 200 °С;
— нагружающего механизма;
— датчика силы с погрешностью измерения не более 0,5 %;
— датчика температуры с погрешностью измерения не более 1 %.
Устройство должно быть оснащено средствами управления скорости нагрева, которые обеспечивают рост температуры в нагревательной камере в пределах (1,0 ± 0,2) °С/мин и программно-измерительным комплексом для регистрации и обработки результатов испытаний.
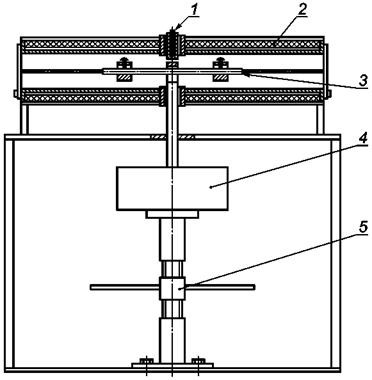
1 — датчик измерения температуры; 2 — нагревательная камера; 3 — образец; 4 — датчик измерения силы;
5 — нагружающий механизм
Рисунок Ж.1 — Устройство для термомеханических испытаний
Ж.4.4 Схема испытания образца при определении температуры начала размягчения опытного образца (см. рисунок Ж.2):
— образец 3 с опорами 8 помещают в предварительно охлажденную до комнатной температуры нагревательную камеру 2;
— образец изгибают через нажимной наконечник нагружающего механизма 5 до заданного значения прогиба;
— фиксируют значения температуры в нагревательной камере и соответствующие ей значения силы сопротивления образца изгибу датчиками 6 и 7 в течение всего периода испытаний;
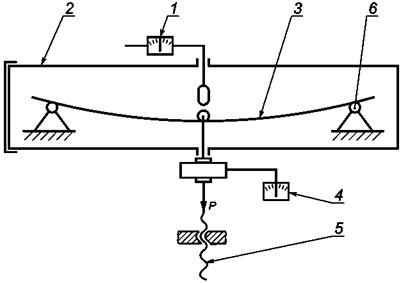
1 — датчик измерения температуры; 2 — нагревательная камера; 3 — образец; 4 — датчик измерения силы;
5 — нагружающий механизм; 6 — опора
Рисунок Ж.2 — Схема испытания образца при определении температуры начала размягчения опытного образца
— включают нагревательную камеру в рабочий режим, обеспечивающий скорость нагрева ≈1 °С/мин, и постепенно нагревают до заданной температуры, превышающей значение температуры во второй точке α-перехода;
— в процессе нагрева камеры с заданной частотой регистрируют значения температуры в камере и соответствующие им значения сопротивления образца поперечному изгибу.
Ж.5 Испытание образцов
Ж.5.1 Условия испытаний должны соответствовать подразделу 3.15 ГОСТ 15150.
Ж.5.2 Нагрузка, действующая на образец, должна составлять 10 % значения разрушающей нагрузки при заданной испытательной базе (расстояние между опорами). Предполагаемое значение разрушающей нагрузки Р, Н, определяют по формуле
![]() (Ж.1)
(Ж.1)
где lp — длина рабочего участка образца, мм.
Для образцов круглого сечения значение w, мм3, находят по формуле
![]() (Ж.2)
(Ж.2)
Ж.5.3 Устройство для испытаний настраивают на значение испытательной базы, соответствующее значению lр.
Ж.5.4 Настраивают датчики измерения силы и температуры.
Ж.5.5 Образец устанавливают в устройство, чтобы нажимной наконечник прибора воздействовал на середину рабочего участка образца, находящегося между опорами.
Ж.5.6 С помощью нагружающего механизма изгибают образец до тех пор, пока приложенная к нему нагрузка не станет равной нагрузке в соответствии с Ж.5.2. Нагрузку контролируют по показаниям силоизмерительного датчика.
Ж.5.7 Выдерживают образец при заданном положении не менее 5 мин. После этого включают нагревательную камеру в рабочий режим и следят за изменением температуры в ней.
Ж.5.8 При повышении температуры в камере на 1 °С начинают запись термомеханической диаграммы — массива значений температуры и силы (Ti, Рi).
Ж.5.9 Массив записывают с дискретностью изменения температуры не более 2 °С.
Ж.5.10 После завершения испытания образец извлекают из камеры, а камеру охлаждают до комнатной температуры.
Ж.6 Обработка результатов испытаний
Ж.6.1 В процессе обработки результатов испытаний должны быть проанализированы термомеханические диаграммы каждого испытанного образца.
Ж.6.2 Строят график термомеханической диаграммы образца в координатах Р(Т), используя массив (Ti, Рi), с помощью программы обработки экспериментальных данных, например «Microsoft Excel».
Ж.6.3 На графике визуально оценивают приближенное положение границ начального и рабочего участков диаграммы. При необходимости на повторном этапе обработки данных положение границ начального и рабочего участков диаграммы может быть уточнено.
Ж.6.4 Начальный участок термомеханической кривой (предшествующий началу размягчения полимерной матрицы) аппроксимируют линейной функцией Рi = mTi + n и с помощью программы обработки данных находят константы m и n этой функции.
Ж.6.5 Для каждого значения массива находят приведенную нагрузку P1i по формуле
![]() (Ж.3)
(Ж.3)
где Ti — значение температуры в массиве, °С;
Рi — значение усилия в массиве, Н;
m и n — значения эмпирических констант прямой, аппроксимирующей начальный участок зависимости нагрузки Pi, с которой образец сопротивляется изгибу от температуры Ti в нагревательной камере.
Ж.6.6 Строят новый массив данных (Ti, Р1i), рабочий участок которого аппроксимируют сигмоидом по формуле
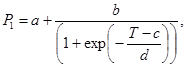 (Ж.4)
(Ж.4)
где а, b, c, d — эмпирические константы сигмоида, аппроксимирующего экспериментальные данные.
Для нахождения констант рекомендуется использовать функцию под номером 8011 программного продукта «Table Curve Windows v.1.10».
Ж.6.7 С помощью программного продукта «Table Curve Windows v.1.10» находят значения первой и второй производной температуры от математической функции [Р1(Т)], с помощью которой аппроксимируют рабочий участок зависимости приведенных значений нагрузки P1i, приложенной к образцу во время испытаний, от значений температуры Ti в нагревательной камере.
Ж.6.8 Значение температуры, при которой вторая производная от функции [Р1(T)] имеет минимальное значение, принимают за температуру Тα, для которой на термомеханических диаграммах находят численные значения функции Р1(T) и ее первой производной дР1/дТ.
Ж.6.9 Значение температуры, при которой вторая производная от функции [Р1(T)] имеет максимальное значение, принимают за температуру T1α.
Ж.6.10 Значение температуры, при которой первая производная от функции [Р1(T)] имеет минимальное значение, принимают за температуру Tс, °С.
Ж.6.11 По полученным значениям Тα, T1α и Tc оценивают правильность предварительной оценки границ начального и рабочего участков диаграммы термомеханической кривой и принимают решение о необходимости повторной обработки диаграммы.
Ж.6.12 Предельную температуру эксплуатации Tэ, °С, рассчитывают по формуле
![]() (Ж.5)
(Ж.5)
![]() (Ж.6)
(Ж.6)
Ж.7 Точность испытаний
Ж.7.1 Температура в испытательной камере должна быть измерена с погрешностью не более 2 °С.
Ж.7.2 Сопротивление образца поперечному изгибу должна быть измерена с погрешностью не более 0,5 % максимального значения силы, полученного во время испытаний.
Ж.7.3 Значения определяемых характеристики, констант и других величин, которые используются в промежуточных расчетах, должны быть определены с точностью до 0,001.
Ж.8 Протокол испытаний
Протокол испытаний должен включать в себя:
— сведения об образцах, приведенные в акте отбора образцов;
— дату проведения испытаний;
— сведения об условиях, при которых проведены испытания;
— результаты испытаний;
— значения измеряемых характеристик для каждого испытанного образца;
— значения определяемых характеристик каждого образца, полученные при обработке результатов испытания;
— средние значения определяемых характеристик и результаты статистической обработки полученных данных;
— исходную термомеханическую диаграмму испытания каждого образца;
— приведенную термомеханическую диаграмму испытания каждого образца;
— диаграмму зависимости первой производной приведенной нагрузки от температуры для каждого образца;
— диаграмму зависимости второй производной приведенной нагрузки от температуры для каждого образца;
— сведения о специалистах, проводивших испытания, и их подписи.
Приложение И
(справочное)
Форма паспорта
| ПАСПОРТ № |
| Производитель: __________________________________________
(наименование, адрес, телефон, факс) |
| Дата изготовления __________________________________________ |
| Дата отгрузки __________________________________________ |
| Условное обозначение АКП __________________________________________ |
| Партия № ________________ |
| Масса в партии, кг __________________________________________ |
| Общая длина в партии ___________________ м |
| Число изделий в упаковке ________________ шт. |
| Нормируемые показатели качества |
| ________________________________________________________________________________________ |
| ________________________________________________________________________________________ |
| Наличие сертификата (если сертифицирована) |
| ________________________________________________________________________________________ |
| Другие нормируемые показатели качества (при необходимости) |
| ________________________________________________________________________________________ |
| Дата выдачи «__» _________________ 20__ г. |
| Начальник лаборатории ____________________ / _______________________ / |
| (подпись) |
| ОТК ____________________ / _______________________ / |
| (подпись) |
| Упаковщик ____________________ |
| (подпись) |
Библиография
| [1] | СанПиН 2.1.2.729-99 | Полимерные и полимерсодержащие строительные материалы, изделия и конструкции. Гигиенические требования безопасности |
| [2] | СП 2.2.2.1327-2003 | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту |
| [3] | СанПиН 2.2.3.1385-2003 | Гигиенические требования к предприятиям производства строительных материалов и конструкций |
| [4] | СП 1.1.1058-2001 | Организация и проведение производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий |
| [5] | СП 1.1.2193-2007 | Организация и проведение производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий. Изменения и дополнения 1 к СП 1.1.1058-2001 |
| [6] | ГН 2.1.6.1338-2003 | Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе населенных мест |
| [7] | СанПиН 2.6.1.2523-2009 | Нормы радиационной безопасности (НРБ-99/2009) |
Ключевые слова: композитная полимерная арматура, правила приемки, методы контроля, методы испытаний